|
Основными стимулами развития высокой печати стали внедрение гибких
и легких форм с малой глубиной пробельных элементов (0,4–0,7 мм), изготовленных
на микроцинке [2], а также создание и применение
фотополимерных пластин.
Высокая печать с металлических печатных форм в настоящее время
используется редко, а печать с гибких форм на ротационных печатных машинах очень
часто используется для изданий с большим тиражом.
Главными причинами, сужающими применение типографской печати,
являются большая трудоемкость подготовительных операций и практически полное
отсутствие в ее арсенале такого печатного оборудования, которое позволяло бы
одновременно повысить иллюстративность и в соответствии с этим красочность
изданий.
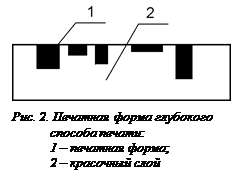 Данный
способ печати предполагает использование высокоскоростных ротационных машин
(60–80 тыс. цикл/ч и более). Печатная форма представляет из себя цилиндр с
углубленными печатными элементами, и возвышающимися пробельными (рис. 2). Данный
способ печати предполагает использование высокоскоростных ротационных машин
(60–80 тыс. цикл/ч и более). Печатная форма представляет из себя цилиндр с
углубленными печатными элементами, и возвышающимися пробельными (рис. 2).
Основными достоинствами способа глубокой печати являются [1]:
Ø высокие скорости, достигаемые благодаря использованию
красок на основе летучих растворителей;
Ø возможность применения больших форматов (до 6 м);
Ø простое регулирование толщины красочного слоя на
запечатываемом материале;
Ø возможность обеспечения выразительных цветовых
(декоративных) и градационных (плотностных) эффектов (передача полутонов за
счет изменения толщины красочного слоя и вследствие этого – отсутствие муара).
К недостаткам данного способа можно отнести:
Ø
использование вредных, токсичных и взрыво- и пожароопасных
красок;
Ø
наличие пилообразного края штриховых элементов (это связано с
тем, что растрирование происходит на стадии изготовления печатной формы –
создание ячеек (печатающих элементов), при этом растр имеет квадратную, а не
круглую или овальную
форму).
Глубокая печать считается оптимальным технологическим вариантом
изготовления в первую очередь массовой иллюстрированной одно- и многокрасочной
печатной продукции. Она прочно удерживает свои позиции за рубежом благодаря
применению электронно-механического и лазерного гравирования печатных форм
непосредственно с оригинала [5]. В нашей стране она
практически не используется.
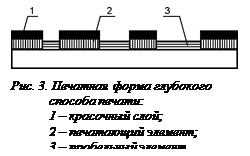 В
способе плоской офсетной печати используются печатные формы, на которых
печатающие и пробельные элементы расположены практически в одной плоскости. Они
обладают избирательными свойствами восприятия маслосодержащей краски и
увлажняющего раствора – воды или водного раствора слабых кислот и спиртов [6]. Печатающие элементы формы – гидрофобные, пробельные –
гидрофильные (рис. 3). В
способе плоской офсетной печати используются печатные формы, на которых
печатающие и пробельные элементы расположены практически в одной плоскости. Они
обладают избирательными свойствами восприятия маслосодержащей краски и
увлажняющего раствора – воды или водного раствора слабых кислот и спиртов [6]. Печатающие элементы формы – гидрофобные, пробельные –
гидрофильные (рис. 3).
Основным отличием данного способа печати от высокой и глубокой
печати является использование промежуточной поверхности (офсетного цилиндра)
при переносе краски с печатной формы на запечатываемый материал.
На данный момент офсетная печать является наиболее развитым и часто
используемым способом печати. За последние десятилетия она прогрессивно
развивалась, что обусловлено рядом причин [1]:
Ø универсальные возможности художественного оформления
изданий;
Ø возможность двухсторонней печати многокрасочной (в том
числе и высокохудожественной) продукции в один прогон;
Ø доступность изготовления крупноформатной продукции как
на листовых, так и на рулонных машинах;
Ø наличие высокопроизводительного и технологически
гибкого печатного оборудования;
Ø улучшение качества и появление новых основных и
вспомогательных технологических материалов, прежде всего бумаг, красок,
декельных пластин;
Ø внедрение в практику достаточно гибких и эффективных
вариантов формного производства.
Современное офсетное производство характеризуется интенсивным
использованием электронной техники на всех стадиях подготовки издания к печати
и проведения печатного процесса, а также достаточно широким внедрением
элементов стандартизации и оптимизации [6].
Значительные изменения претерпело в последние десятилетия офсетное
печатное оборудование – это многокрасочные машины, построенные по модульному
принципу, обладающие широкими возможностями. К их важнейшим достоинствам
относятся:
Ø возможности изменения формата и красочности печатания;
Ø широкая номенклатура запечатываемых материалов (от
легких бумаг с толщиной до 0,05 мм и массой менее 40 г/м2 до картона
толщиной до 1,0 мм и массой до 1000 г/м2);
Ø достаточно высокая рабочая скорость (до 10 – 17 тыс.
оттисков/час для листовых машин и более 45 тыс. оттисков/час для рулонных);
Ø сравнительно небольшая величина отходов бумаги и
высокая экологичность.
Хотя технические принципы офсетной печати остаются неизменными,
используемое печатное оборудование можно разделить на три основные категории:
малоформатное, листовое и рулонное. Для правильного выбора технологии
рассмотрим особенности этих трех видов оборудования[3].
Малые офсетные машины обычно предназначены для печати на листах
формата А4 (297х210 мм), а также на листах A3 (397х420 мм) или чуть больших –
до 320х450 мм включительно.
В книжном производстве такие машины используются для малотиражных
изданий. Их применение эффективно при тиражах от 50 до 750 экз. Здесь обычно
используются бумажные и пластиковые печатные формы, получаемые непосредственно
с оригинал-макета с помощью автоматических систем изготовления форм (или с
помощью определенных типов фотонаборных устройств).
Большинство оборудования этого типа предназначено для однокрасочной
печати, но существуют также машины для двухкрасочной печати, используемые в
основном для выполнения небольших коммерческих заказов.
Листовые офсетные машины составляют добрую половину от всего парка
печатных машин. Формат листов для таких машин начинается с A3 и выше – от
320х450 мм до 1200х1600 мм или даже еще больше.
Для всех листовых машин задаются минимальные и максимальные размеры
листа, что существенно увеличивает гибкость их использования и экономичность
при работе с различными форматами. Для рулонных машин размеры задаются гораздо
более жестко.
Одно-, двух- и четырехкрасочные машины, как правило, допускают
больший размер листов, в то время как пяти- и шестикрасочные печатные машины
работают с листами меньшего размера и чаще всего используются для печати
обложек.
Листовые офсетные печатные машины хорошо подходят для однокрасочных
или многокрасочных изданий при среднем тираже, их также следует выбирать для
работы с книгами нестандартного формата.
Рулонные офсетные машины, как правило, используются для печати
изданий с большим тиражом и в особенности для многотиражной цветной печати.
Здесь важно помнить, что они осуществляют не только печать, но и фальцовку
листов: конечным продуктом для всех рулонных офсетных машин являются сфальцованные
тетради, готовые к подборке и переплету.
Кроме двух основных преимуществ этих машин (по сравнению с
листовыми офсетными машинами они гораздо более производительные, и в качестве
готового продукта выдают сфальцованные тетради), у них есть и недостатки –
форматы, предлагаемые основными типами рулонных машин, довольно строго
ограничены по сравнению с возможностями гибкого задания форматов для листовых
машин, в результате чего имеет место больший расход бумаги и большее количество
бумажных отходов.
Исходя из вышесказанного можно сделать следующие выводы:
1. Способ
высокой печати не подходит для издания рекламных листовк из-за ограничения при
воспроизведении иллюстрационного материала, возможности возникновения
оборотного рельефа, а также экономически невыгодно печатать на данном
оборудовании малые тиражи;
2. Глубокая
печать практически не используется в нашей стране, существующее оборудование
высокоскоростное и не пригодно для печати малых тиражей;
3. Офсетный
способ печати дает возможность выпускамалотиражной и малоформатной продукции, допускает
использование различных бумаг, печати с двух сторон четырьмя красками (хотя для
данной продукции это не является обязательным условием).
Следовательно, для печати рекламной листовки с
приведенными выше характеристиками
(см. п. 1), мы выбираем офсетный способ печати.
3. Выбор технологии
изготовления печатных форм
|
|
Печатные формы для
офсетного способа печати
|
|
|
|
|
|
|
|
|
Полученные
форматной записью
|
|
Полученные
поэлементной записью
|
|
|
|
|
|
|
|
|
|
| Копированием |
|
Прямым
фотографированием
|
|
Прямым электрофото-графированием |
|
Лазерным
воздействием
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Позитивное копирование |
|
Негативное копирование |
|
Серебросодержащие
светочувствительные слои
|
|
Бессеребряные
светочувствительные слои
|
|
«Сухое» проявление |
|
«Мокрое» проявление |
|
с РОМ |
|
с ТНИ или из ЭВМ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фотохимическое
воздействие
|
|
Химическое
воздействие
|
|
Электрофотогра-
фическое
воздействие
|
|
Тепловое
воздействие
|
|
|
|
|
|
|
|
| Металлические |
|
Полимерные и бумажные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Пробные |
|
Тиражные |
|
Металлические |
|
Полимерные |
|
Бумажные |
|
Запись в автономном устройстве |
|
Запись в печатной машине |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Металлические |
|
Полимерные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Схема 1. Изготовление форм плоской
офсетной печати
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
| 
